Home
Home

 Artists
Artists
 Search
Search
 Recent
Recent
 Random
Random
 Posts
Posts
 DMs
DMs
 Tags
Tags
 Random
Random
 Importer
Importer
 Import
Import
 FAQ
FAQ
 Account
Account
 Register
Register
 Favorites
Favorites
 Login
Login

3D printing thread (Patreon)
Content
Alright, let me write down all that I've learned in the past week or so.
First, 3D printer choice. If you're on the market, definitely look for printers with mono screens instead of the old RGB. They print 3-4x faster. If possible, get one with dual rail Z-axis which is more stable and will prevent layer shifting, which was a common issue on my old Photon. Most printers will have this mentioned as a feature so it's not a hidden secret you'll be looking for. I bought the Photon Mono SE because of this. There are plenty other printers on the market and I went for this one simply because I can buy Anycubic stuff from Aliexpress and it'll be shipped to me from Czech Republic with free shipping.
Resin: I think the best color is grey. It's a neutral color and you'll see everything without priming - details, flaws, just everything. Of course any color will work but this one has the benefit of you seeing the details immediately.
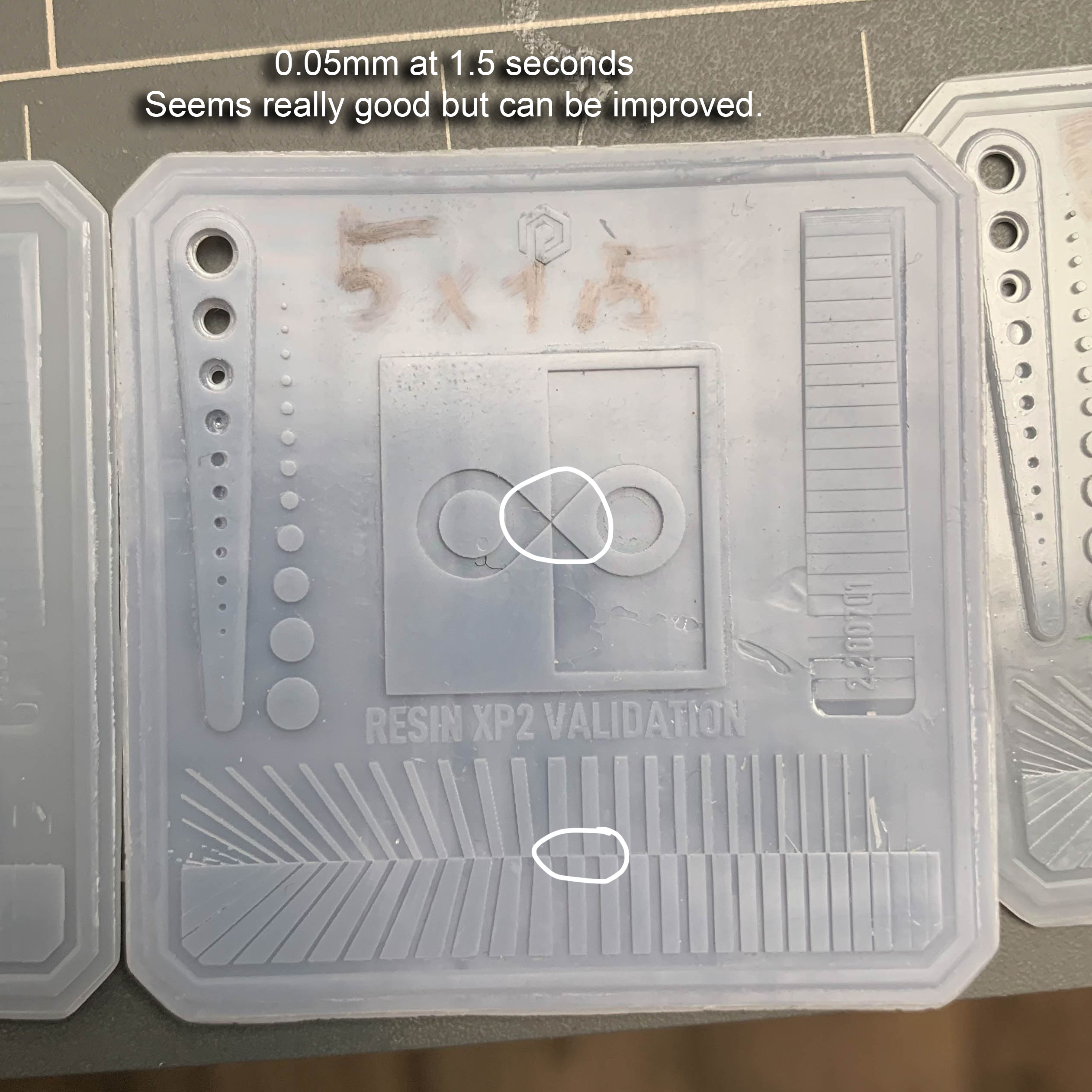
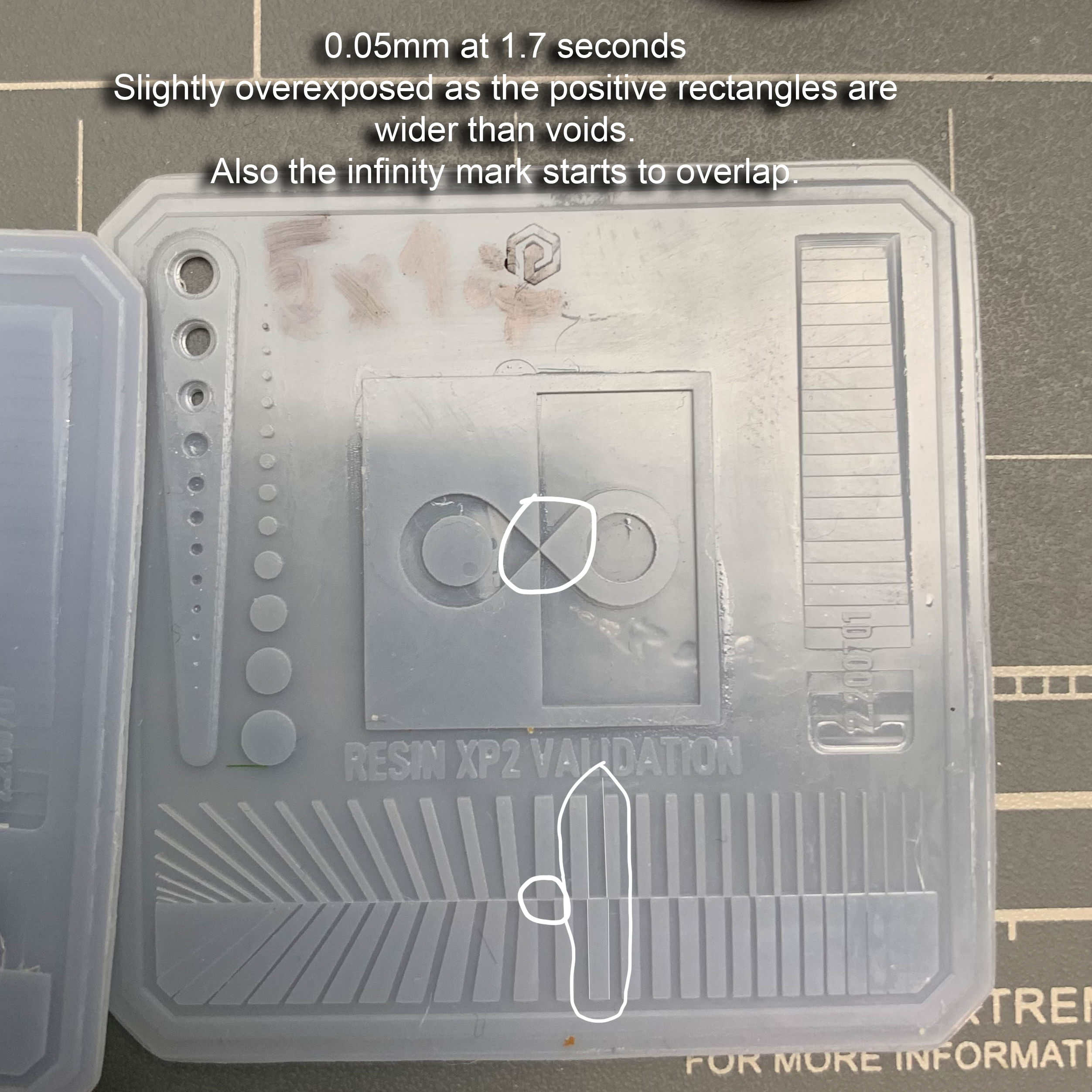
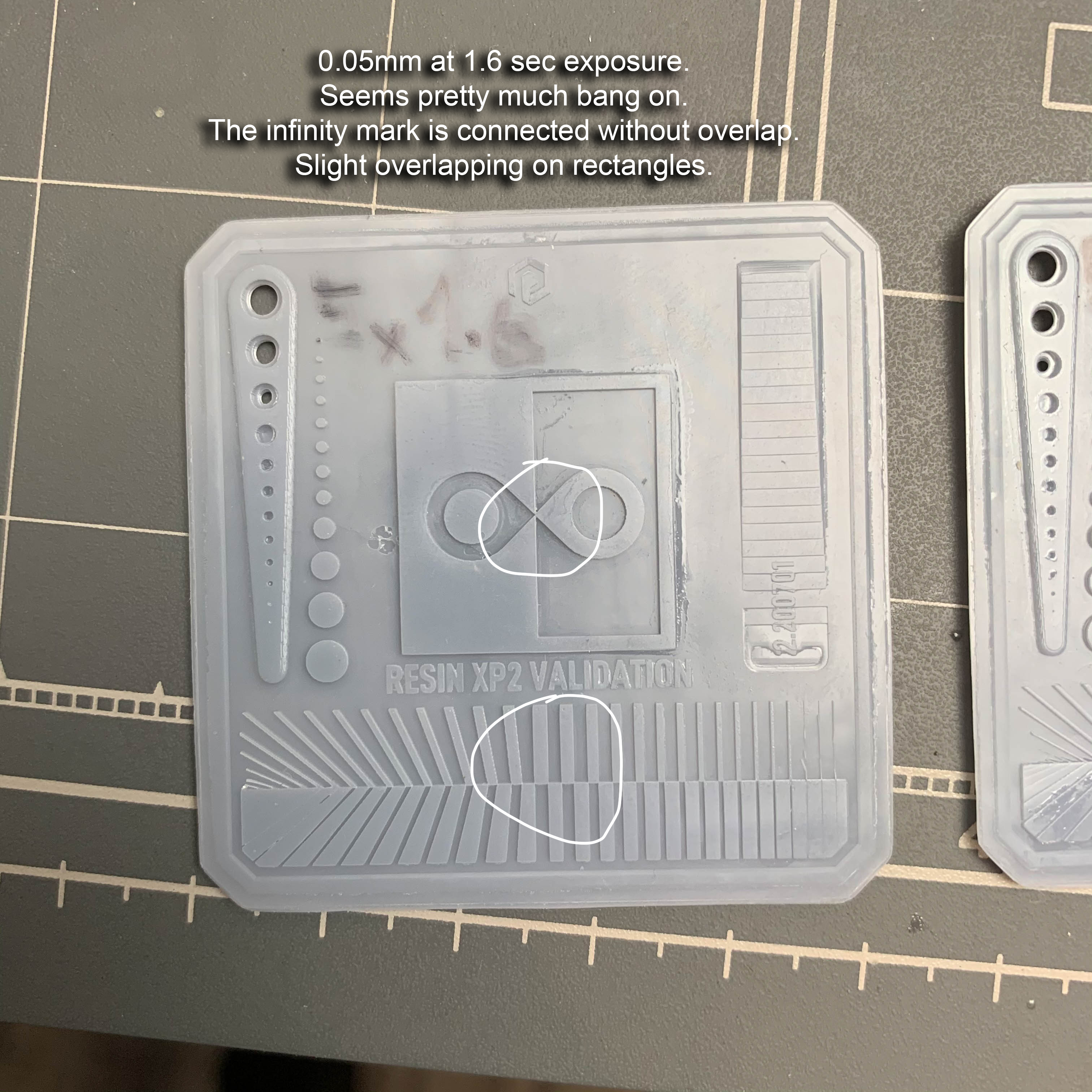
Exposure settings: the most crucial part. I knew it was a big deal from the get go, but couldn't be bothered to learn the specifics because I wanted to print immediately! Luckily there's a simple validation matrix available which helps you determine the best exposure for your specific resin. You just need to make several prints at different exposure times and look at how the shapes behave. If corners of positive and negative (void) details don't touch, it's underexposed. If they're overlapping, it's overexposed. The ideal sweet spot is when they touch perfectly, but that might not be always possible because we're limited by resolution and pixel size. Here's a short tutorial explaining it in more detail with a download link in the description where you'll find the validation matrix: https://youtu.be/GL-9Ia0SibQ Luckily it's a flat print so it takes less than 10 minutes. Once you have it dialed it's fun times!
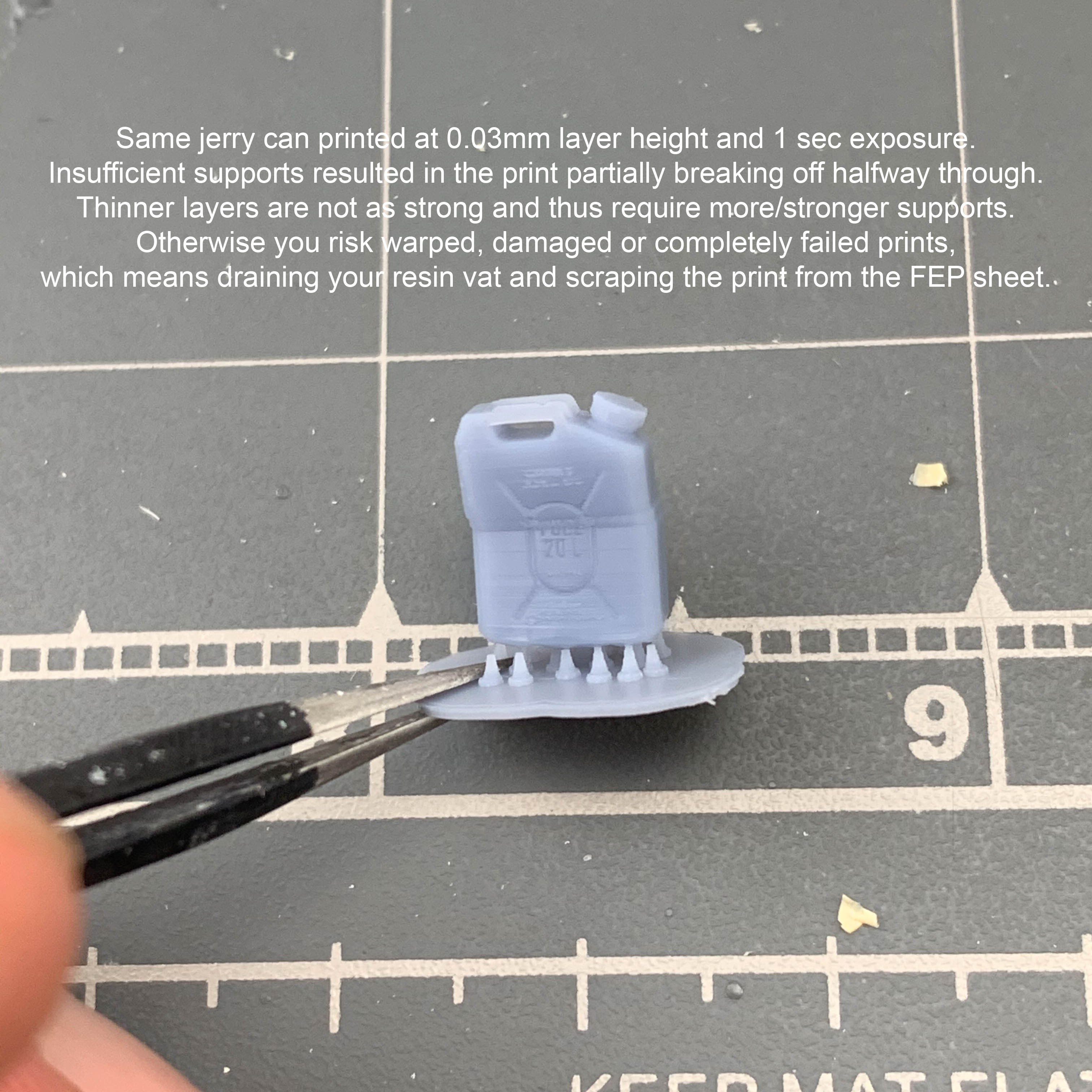
Layer height: there's been a lot of heat about layer height. A lot of modellers like to print at the lowest possible - 0.01mm to avoid layering and loss of detail. Back on the old printer I was working at 0.03mm so it wouldn't take forever. Now I settled at 0.05mm height which is commonly used amongst miniature painters. It's fast and still reasonably thin, and most importantly, strong. Thin layers are very flimsy and need a lot of supports otherwise the print will fail. There's also another thing. 1 pixel on most printer screens has the size of 51 microns. So your XY resolution is always gonna be 0.051 mm. I don't see too many benefits in having the Z resolution finer than XY.
Anti aliasing: these newer printers allow to use anti aliasing which is essentially smoothening of pixels. I didn't tinker with it too much, but it seems like anti aliased print is slightly smoother.
Slicing software: while the most popular slicer is Chitubox, it doesn't support some of the newer mono printers including all Anycubic Photons with mono screens. The Photon Workshop looks pretty much useless and very user-unfriendly, so I tried Lychee Slicer which is WAY better than Chitubox, so definitely give it a try!
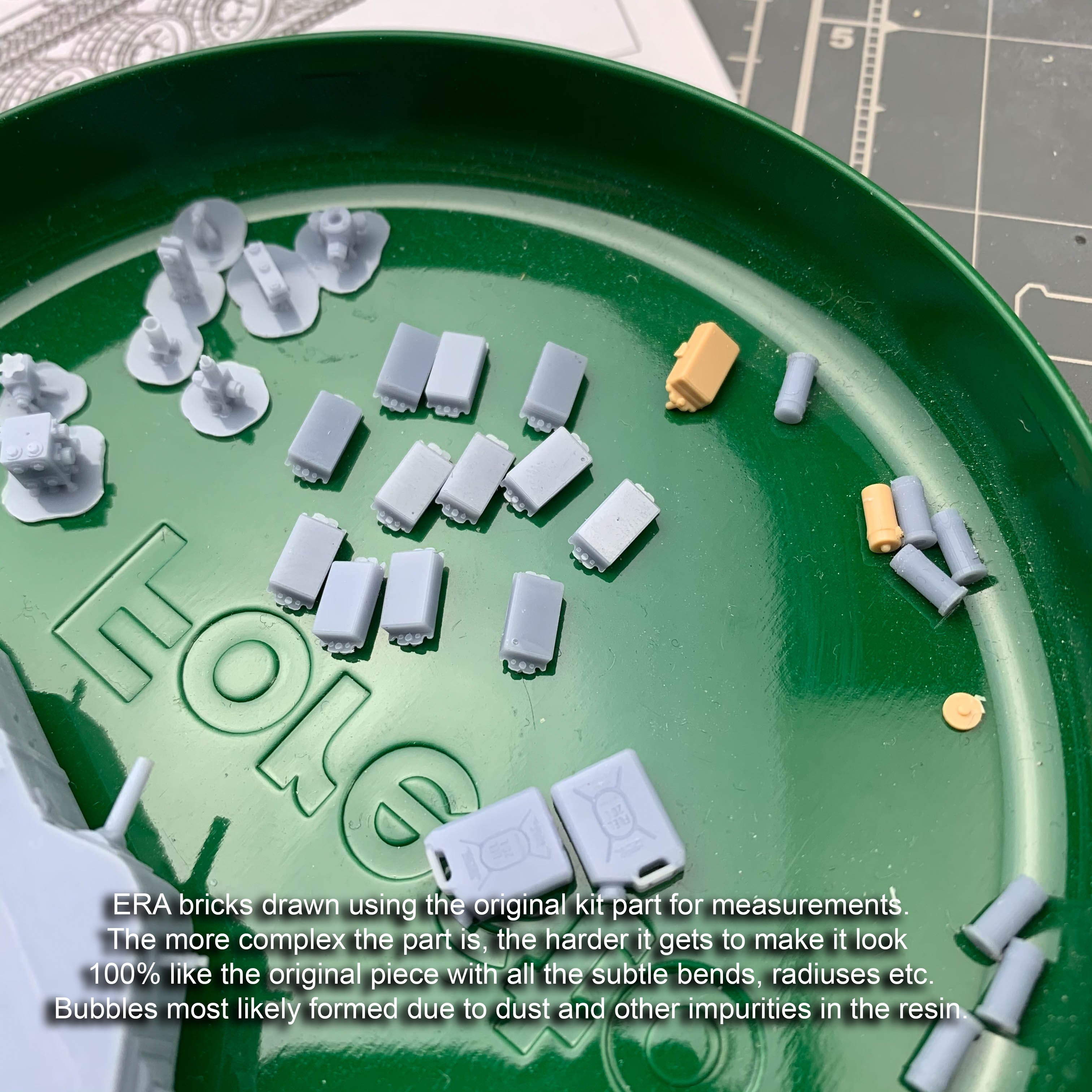
Impurities in resin vat: this is something I have yet to find a solution to. No matter how clean I make my workspace, dust and pieces of hair always find their way into the resin vat! It looks like Yeti is living in my studio! This sucks big time because not only hairs can get stuck in your prints, which looks hilariously gross, but small dust particles can form bubbles in the resin, which then results in holes in your prints. This sucks big time when the hole is in the top layers where it's most visible. Of course it can be filled and sanded, but it's extra work that wouldn't be necessary. Still, I don't know yet how to perfectly clean the vat and keep it clean for long periods of time.
Cleaning and curing: alcohol does a good job, but it's not perfect. Acetone works much better and is also cheaper. I usually do the first round of cleaning in a jar of alcohol which will wash away most of the residual resin, then I brush Mr. Tool Cleaner over the entire print (basically acetone), and blast it with my airbrush and lacquer thinner - basically a pressure washer for resin prints :) I would've bought a few bottles of acetone if we weren't on another lockdown. I bought a cheap UV lamp on Aliexpress with timer. 120 seconds is usually more than enough to cure small details. It works flawlessly, nothing more to add here. Some people like the Anycubic Wash and Cure station, and while it's a neat fancy gizmo to have, I don't see too many benefits if you're not printing 24/7 and printing large things.
Uhhh... I don't know. I think that's about it. I added more information in each picture so take a look and discuss, maybe we can find more tricks and tips together!
Edit: If you go for the Photon Mono, Mono SE or Mono X, you'll get a USB stick with a "RERF" file, which is basically their own version of the validation matrix, just more complex. That was my first print and while satisfying, it won't tell you much. It divides the screen into 8 squares and prints 8 models at different exposures ranging from 1 to 8 seconds. The reason it won't tell you much is because mono printers work with exposures ranging from 1 to 2.5 seconds max, so you'll only learn that your preferable exposure is between 1 or 2 seconds by looking at the first 2 models, everything else is gonna be totally overexposed. As such, it's more cost (and time) efficient to just ignore this file and start immediately with the validation matrix which takes less than 10 minutes to print, while the RERF model takes almost 2 hours due to the last square printing at 8 second exposure.
Files